Эрозия фильтра
Моделирование износа скважинных фильтров при добыче газа. Прогноз ресурса и поиск зон критической эрозии.
Результат принят Petronas.

Независимый CFD-инженер. Считаю гидродинамику, теплообмен и эрозию — от анализа причин аварий действующего оборудования до проверки проектных решений до запуска в эксплуатацию.
Работаю с заказчиками в России и Малайзии, веду переговоры в странах СНГ и ОАЭ.
Каждый расчёт завершается техническим отчётом, который можно использовать для ТЭО, экспертизы или передачи в надзорные органы (по требованию заказчика).
Моделирование распада струй, расчёт концентрации примесей и распределения газов в потоке.
Выбор оптимальной модели (VOF, Eulerian, Mixture) для физически достоверного описания взаимодействия различных сред и фазовых превращений.
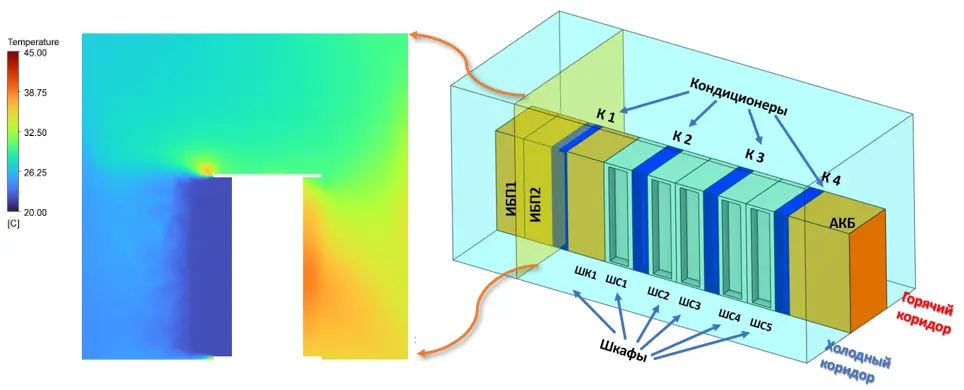
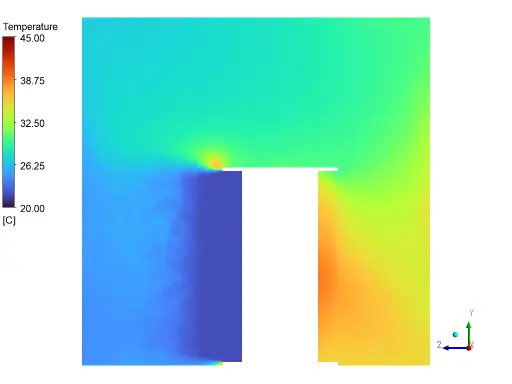
Расчёт температурных полей и скоростей воздуха в крупногабаритных производственных цехах, ангарах, складах и ЦОД.
Оптимизация систем HVAC для обеспечения заданных параметров влажности и устранения зон перегрева в технических помещениях с высокой тепловой нагрузкой.
Связанные расчёты гидродинамики и напряжённо-деформированного состояния конструкций.
Оценка влияния давления и пульсаций потока на целостность оборудования и трубопроводов.
Прогнозирование ресурса оборудования.
Моделирование траекторий частиц и определение зон критического износа в фильтрах, насосах и элементах запорной арматуры.
Расчёт конвективного и радиационного теплообмена в печах, реакторах и системах охлаждения.
Оптимизация температурных градиентов для предотвращения перегрева и аварийных остановок.
Моделирование распространения звуковых волн и аэродинамического шума.
Оценка уровней звукового давления и разработка рекомендаций по снижению шумности инженерных систем.
Тендерное КП, ТЭО для собственника, документ для надзорных органов или согласования с проектным институтом.
Расчёт превращает «мы предлагаем такое решение» в «мы предлагаем такое решение, и вот цифры, которые его подтверждают».
Напорно-расходная характеристика расходится с паспортом. Установка трясётся непонятно почему.
Фильтры разрушаются раньше срока. Расчёт даёт ответ на вопрос «что у вас происходит».
Стоимость переделки на этапе монтажа в десятки раз выше стоимости расчёта.
Расчёт показывает застойные зоны, перегрев и риски до закупки оборудования.
Параметрический расчёт даёт сравнение конфигураций быстрее физического тестирования.
Геометрия и режимы оцениваются до принятия решения.
Моделирование износа скважинных фильтров при добыче газа. Прогноз ресурса и поиск зон критической эрозии.
Результат принят Petronas.
Проектирование и верификация системы пылеудаления станка перед запуском в серийное производство.
Снижение пневматической нагрузки на установку в 6 раз и рост эффективности захвата пыли на 23%.
Независимый CFD-аудит осевого насоса, показавшего на стендовых испытаниях расход в 2.5 раза ниже паспортного.
Подтверждение корректности геометрии изделия и выявление системной ошибки измерений, вызванной компоновкой стенда.
Пришлите краткое описание или ТЗ — изучу детали и отвечу с предложением по решению в течение 24 часов (UTC+7).
Работаю под NDA
Выявить причины преждевременного разрушения скважинных фильтров в газовой скважине. Оборудование выходило из строя менее чем за полгода из-за абразивного воздействия песка.
Заказчику требовалось инженерное обоснование для изменения компоновки скважины и защита проектного решения перед техсоветом.
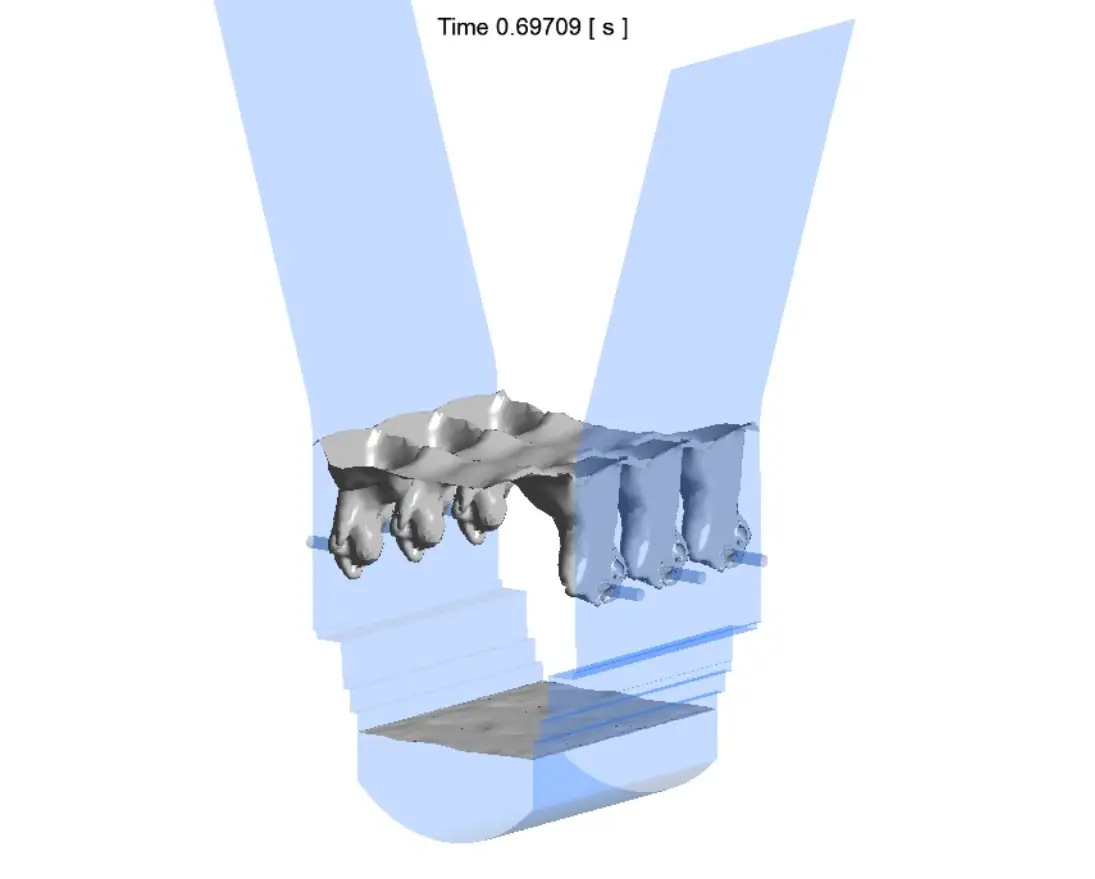
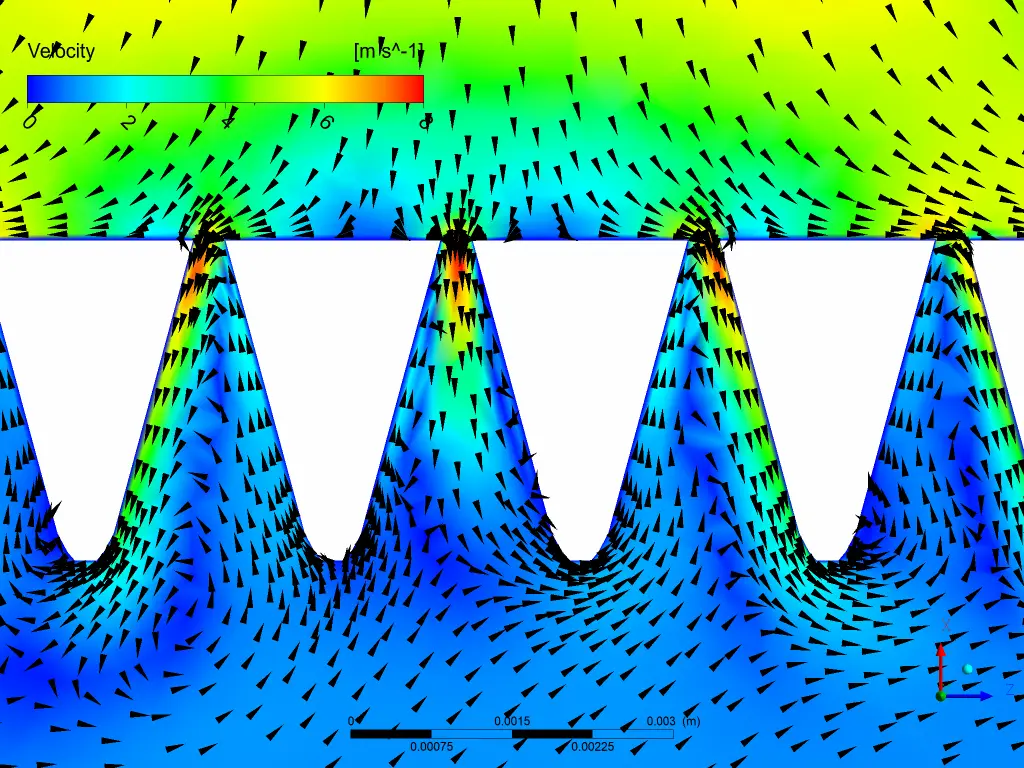
Выполнен полномасштабный трехмерный CFD-расчет сектора скважины (30° сектор) в ANSYS Fluent. Использована полиэдральная сетка объемом 17 млн элементов, что позволило разрешить геометрию каждой фильтрующей щели шириной всего 300 мкм без упрощений.
Для отслеживания траекторий песка применена модель дискретных частиц (DPM) с распределением Розина-Раммлера (средний диаметр 135 мкм). Расчет скорости эрозии проводился по модели Oka, учитывающей твердость материала (1600 HV после борирования) и угол соударения частиц.
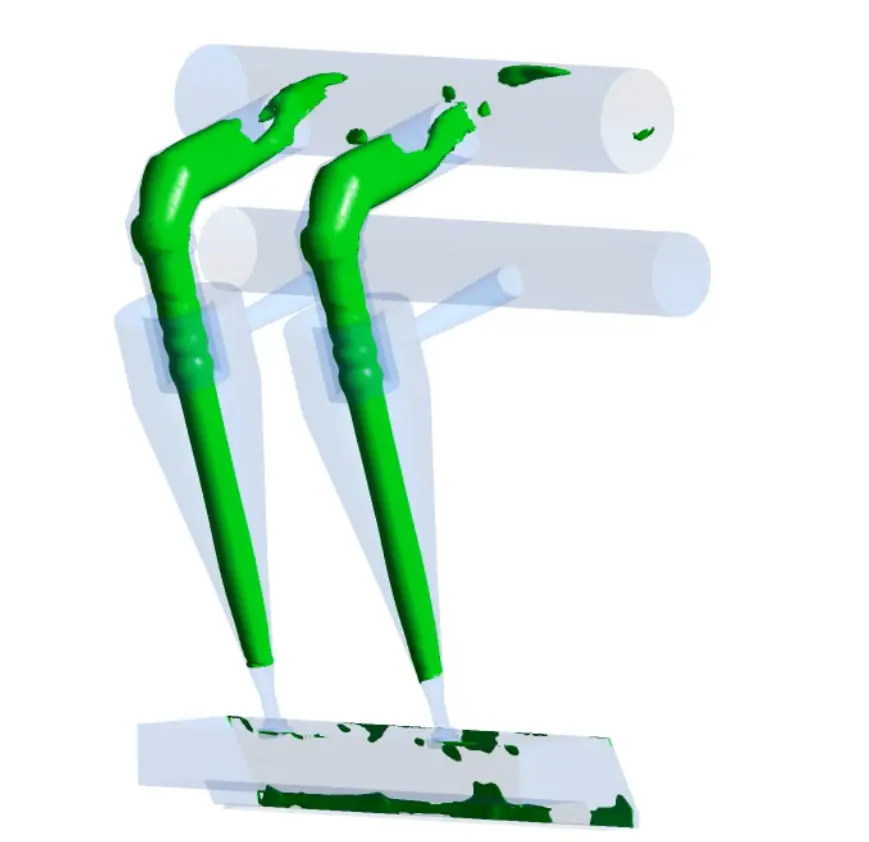
Расчет выявил нелинейный «пескоструйный эффект»: при увеличении скорости потока в 16 раз скорость эрозии возрастает в 400 раз (степенная зависимость модели Oka), что приводило к катастрофическому разрушению.
Визуализация показала, что частицы в узком зазоре не успевают стабилизировать траекторию и влетают в щели под агрессивным углом, концентрируя износ в зоне входа.
Моделирование доказало, что текущая установка фильтров прямо напротив перфорации непригодна для долгосрочной эксплуатации. Расчет стал веским аргументом для смещения интервала перфорации относительно фильтрующих секций.
Работа успешно прошла аудит Petronas, что позволило избежать повторных аварийных остановок добычи и дорогостоящего ремонта.
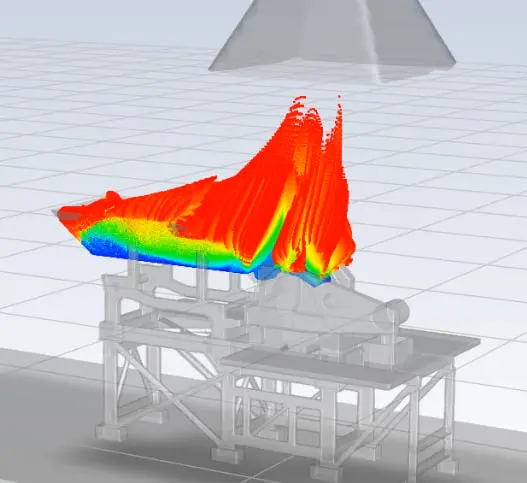
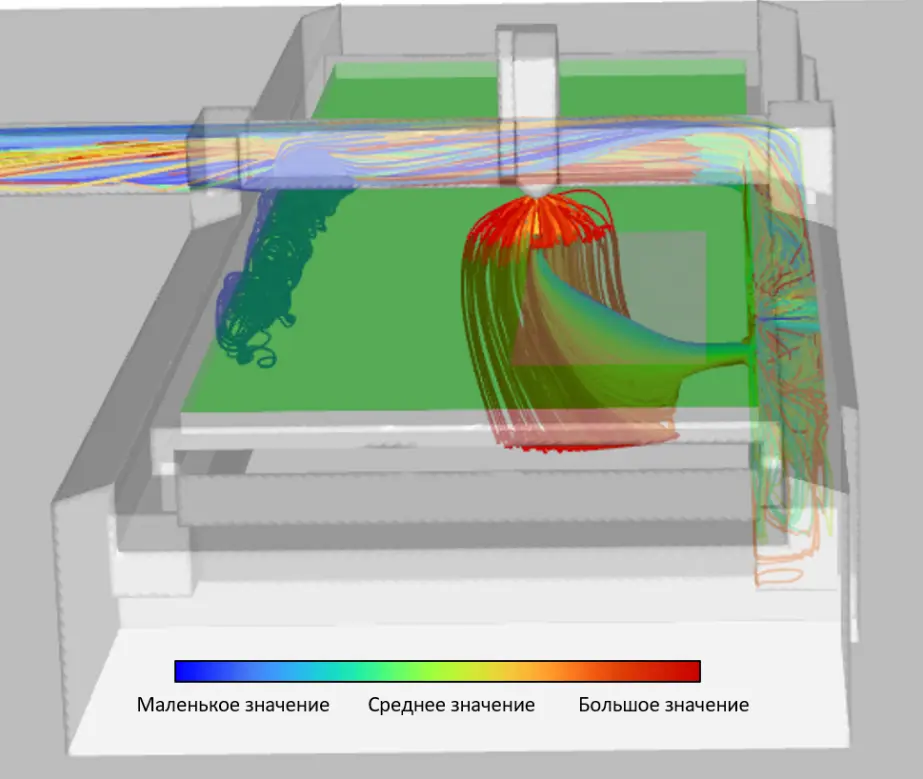
Подготовить систему вентиляции лазерного станка к запуску в серию. Заказчику требовалось подтвердить эффективность дымоудаления и определить минимальный расход воздуха, необходимый для очистки рабочей зоны.
Основная цель — исключить риск переделок «в железе» после начала массовых продаж, так как виртуальное тестирование обходится на порядок дешевле редизайна готового продукта.
В программном комплексе ANSYS Fluent проведено сравнение трех итераций конструкции. Использована модель турбулентности k–ε Realizable и сетка объемом 1,7 млн элементов для детального разрешения потоков в каналах.
Для отслеживания траекторий продуктов резки (частицы 1–100 мкм) применена модель дискретных частиц (DPM). Исследование включало оценку влияния конфузоров, скруглений каналов и различных типов клапанов на аэродинамическое сопротивление системы.
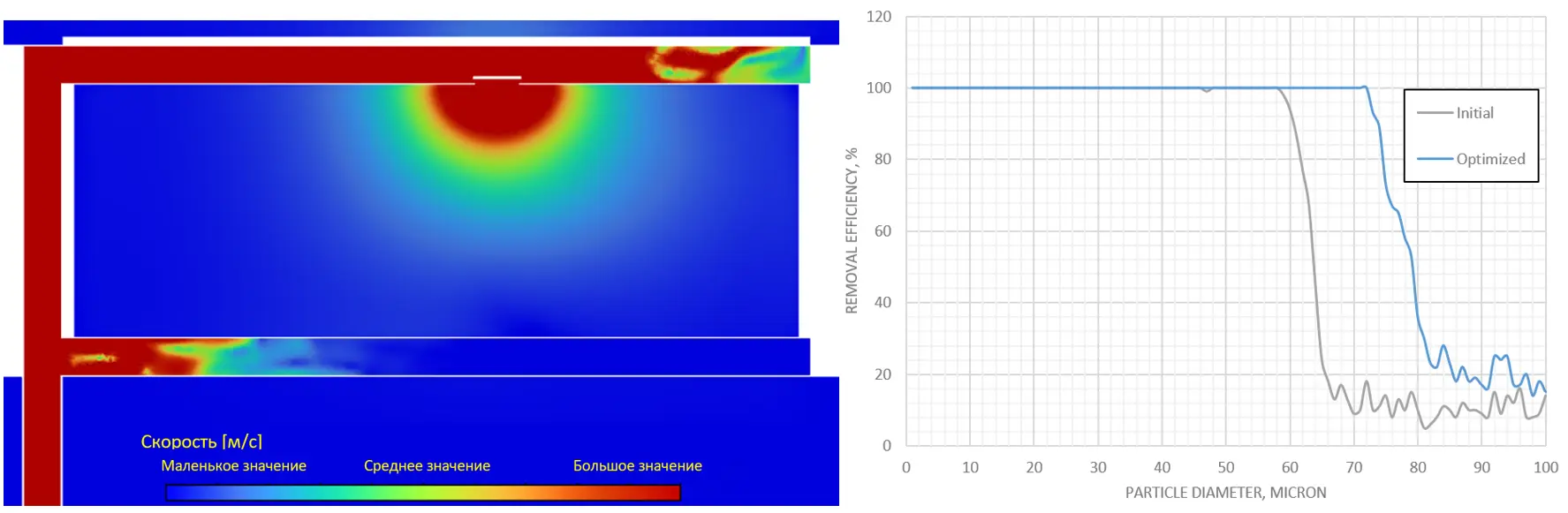
Расчет выявил критические зоны застоя в 90-градусных поворотах и неоптимальную работу стандартного клапана, который делил поток и способствовал осаждению пыли.
Моделирование доказало, что замена геометрии на клапан дверного типа и внедрение скруглений снижает модуль статического давления в каналах (нагрузку на вытяжную установку) в 6 раз.
Модернизация геометрии позволила повысить средний диаметр дымоудаления (d50) с 64 до 79 мкм, обеспечив суммарный рост эффективности на 23%.
Заказчик получил проверенные рекомендации по геометрии и требования к мощности вентиляции за 3 недели до запуска производства, полностью защитив проект от эксплуатационных рисков.
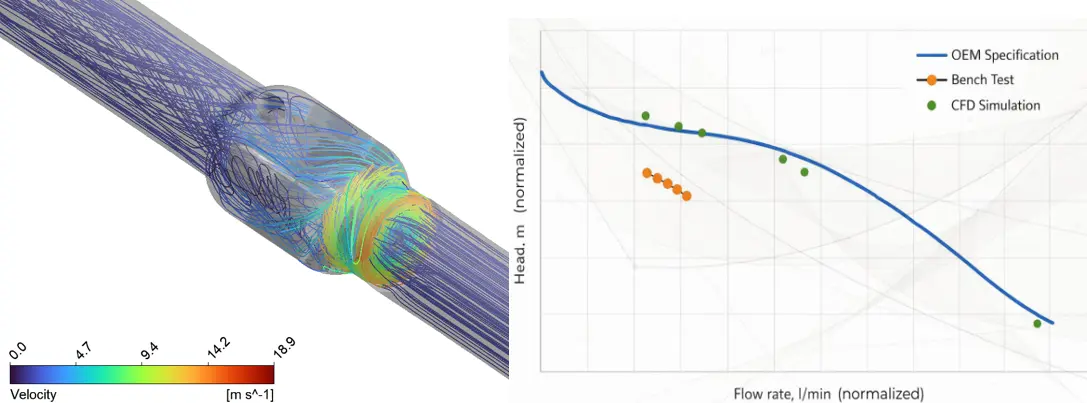
Стендовые испытания опытного образца осевого насоса выявили критическое расхождение: фактический расход оказался в 2.5 раза ниже паспортного.
Заказчик подозревал конструктивные ошибки при копировании геометрии импеллера и планировал дорогостоящий редизайн всей серии.
Требовалось провести CFD-верификацию характеристик в идеализированных условиях, чтобы определить истинную причину расхождения результатов испытаний.
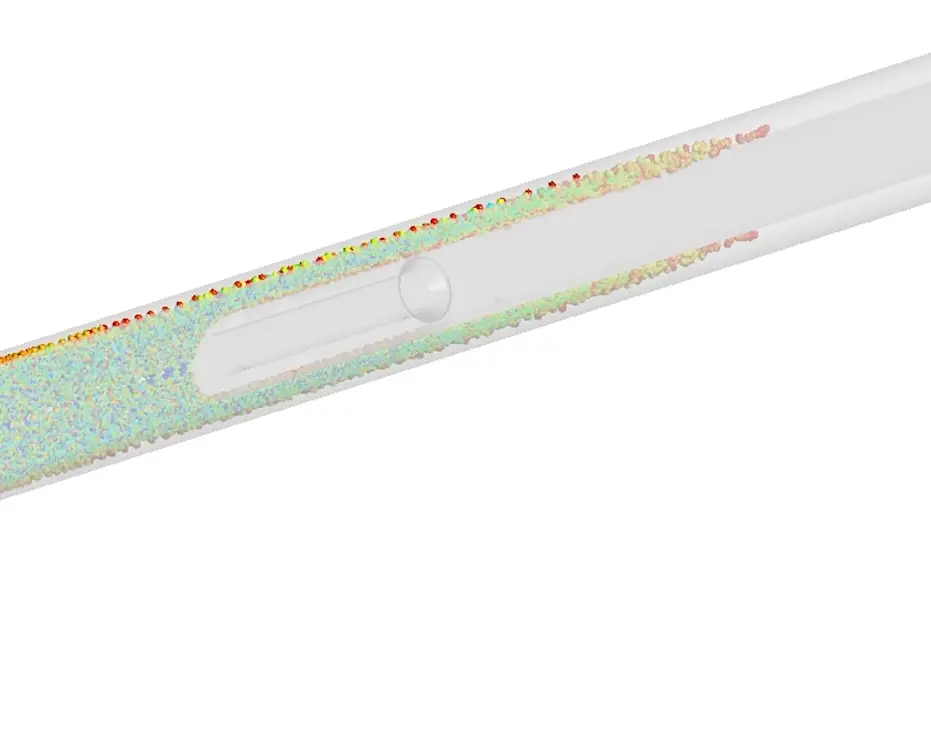
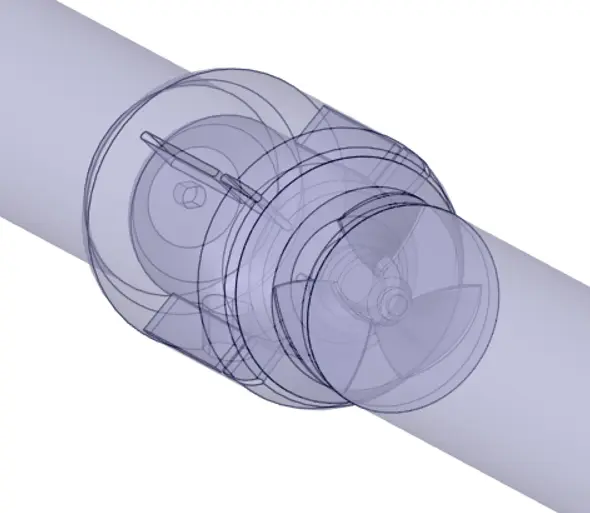
Трехмерное моделирование проточной части выполнено в программном комплексе ANSYS Fluent. Использована расчетная сетка объемом 12 млн элементов с детальным разрешением пристеночных слоев (y+ <5), что критично для корректного расчета касательных напряжений в вязком подслое.
Для учета вращения трехлопастного импеллера применен метод MRF, а для моделирования турбулентности — модель k−ω SST, рекомендованная для лопастных машин.
Свойства теплоносителя (трансформаторное масло) заданы при рабочей температуре 90°C.
Расчетная напорно-расходная характеристика (Q-H) показала высокую сходимость с паспортными данными производителя на всем рабочем диапазоне.
Моделирование доказало, что текущая геометрия насоса полностью соответствует эталону и обеспечивает требуемую производительность.
Анализ выявил, что причиной некорректных данных на стенде стала его компоновка: поворот трубопровода находился слишком близко ко входу (2–3 диаметра), что создавало неравномерное поле скоростей и искажало показания датчиков давления.
Заказчик получил документальное подтверждение того, что оборудование не нуждается в переделке, что позволило избежать убытков от ненужного цикла проектирования и изготовления новых прототипов.
По результатам отчета были выданы рекомендации по модернизации испытательного стенда: обеспечение прямого участка длиной ≥ 8–10 диаметров перед насосом для формирования стабилизированного потока и получения достоверных данных при приемке.